
Станок с ЧПУ ЛТ 200
1. Технические характеристики.
| Показатель | Ед.изм. | Величина |
| СИСТЕМА УПРАВЛЕНИЯ | ||
| Система ЧПУ | Fanuc 0i-TF Plus | |
| ОСНОВНЫЕ ХАРАКТЕРИСТИКИ | ||
| Диаметр над станиной | мм | 550 |
| Диаметр над суппортом | мм | 310 |
| Максимальный диаметр обработки | мм | 290 |
| Максимальная длина наружного точения | мм | 500 |
| ШПИНДЕЛЬ | ||
| Стандартный размер патрона | мм | 200 |
| Стандартный цилиндр патрона | S-1552 | |
| Торец шпинделя | A2-6 | |
| Диаметр отверстия шпинделя | мм | 63 |
| Максимальный диаметр обрабатываемого прутка | мм | 51 |
| Диаметр отверстия переднего подшипника | мм | 100 |
| Скорость шпинделя стандартная максимальная | об./мин. | 5000 |
| Мощность шпинделя (режим 15 мин.) | кВт | 11 (15 мин.) |
| Мощность шпинделя | кВт | 7,5 |
| Диапазон частоты вращения шпинделя в режиме полной мощности (15 мин.) | об./мин. | 1000-5000 |
| Диапазон частоты вращения шпинделя в режиме полной мощности | об./мин. | 1333-5000 |
| Модель двигателя шпинделя | Beta series | |
| РЕВОЛЬВЕРНАЯ ГОЛОВКА | ||
| Максимальное количество инструментов | 8 | |
| Максимальный диаметр расточной оправки | мм | 40 |
| Сечение резцовой державки | мм | 25 X 25 |
| ОСЬ X | ||
| Направляющие оси Х | Закаленные коробчатого типа | |
| Ход по оси X | мм | 180 |
| Скорость быстрого хода по оси Х | м/мин | 20 |
| Диаметр и шаг ШВП по оси Х | мм | 32 X 10 |
| Модель двигателя подачи оси X | Fanuc; Beta 8i s / 3000 | |
| Крутящий момент двигателя по оси Х | Нм | 7 |
| ОСЬ Z | ||
| Направляющие оси Z | Закаленные коробчатого типа | |
| Ход по оси Z | мм | 500 |
| Скорость быстрого хода по оси Z | м/мин | 20 |
| Диаметр и шаг ШВП по оси Z | мм | 32 X10 |
| Модель двигателя подачи оси Z | Fanuc; Beta 8i s / 3000 | |
| Крутящий момент двигателя по оси Z | Нм | 7 |
| ЗАДНЯЯ БАБКА | ||
| Перемещение пиноли задней бабки | мм | 100 |
| Перемещение основания задней бабки | мм | 235 |
| Осевое усилие задней бабки (макс.) | кгс | 500 при 20 кг/см² |
| Диаметр пиноли задней бабки | мм | 80 |
| Конус пиноли | MT-4 | |
| Тип вращающегося центра задней бабки | Удлиненный | |
| СИСТЕМА ОХЛАЖДЕНИЯ | ||
| Насос СОЖ | RKM120 | |
| Емкость бака СОЖ | л (литров) | 110 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА | ||
| Производительность гидравлического насоса | л/мин. | 14 |
| Емкость гидравлического бака | л (литров) | 45 |
| Давление в системе | кг/см² | 30 |
| ГАБАРИТНЫЕ РАЗМЕРЫ СТАНКА | ||
| Габаритные размеры станка (Д X Ш X В) | мм | 2350X1750X1750 |
| ВЕС СТАНКА | ||
| Вес станка | кг | 4000,0 |
2. Стандартная комплектация.
- Станок токарный с ЧПУ с модели ЛТ200
- Система управления: 0i-TF Plus
- Шпиндель A2-6 (картриджного типа)
- Привод шпинделя перем. тока (пр-во Fanuc)
- Сервоприводы осей перем. тока (пр-во Fanuc)
- Головка револьверная 8-позиционная с двунаправленной индексацией BTP-80 (пр-во Pragati)
- Бабка задняя с вращающимся внешним центром и программируемой пинолью
- Система гидравлическая базовая
- Система подачи СОЖ
- Система масляной смазки автоматическая централизованная
- Система охлаждения масла
- Система освещения встроенная
- Предустанов для податчика прутка
- Цвет станка: RAL7016 (станина и двери) и RAL9016 (остальное)
- Комплект документации по эксплуатации станка (Инструкция по эксплуатации и Каталог запчастей)
- Направляющие обеих осей коробчатого типа, закаленные и отшлифованные
- Мощность двигателя шпинделя: 11 кВт 15 мин. / 7,5 кВт непрерывный режим
- Скорость шпинделя 50 –5000 об./мин.
- Патрон гидравлический механизированный полый высокоскоростной 3-х кулачковый B208 (пр-во Kitagawa), включая цилиндр S-1552 (пр-во Kitagawa); наибольший диаметр обрабатываемого прутка 51 мм.
- Блок кондиционирования шкафа управления (пр-во Ace; модель Igloo)
- Стружкоуборочный конвейер с наклонным контейнером
- Останов шпинделя ориентированный (команда М19)
- Маховик электронный (MPG)
- Устройство блокировки двери
- Калибровка лазерная
3. Схема рабочей зоны.


4. График крутящего момента.

5. Отличительные особенности.

Цельнолитая станина, изготовленная из серого чугуна, имеет конструкцию коробчатого типа и развитую систему ребер жесткости. Данная конструкция обеспечивает максимальную жесткость и термостабильность. Станина спроектирована таким образом, чтобы обеспечить простоту удаления.
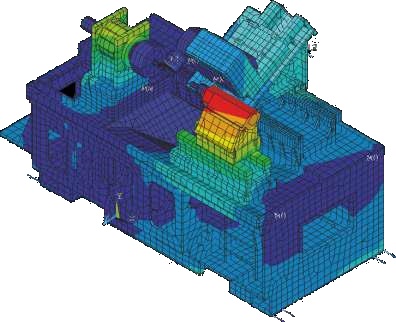
Конструкция станка оптимизирована по технологии FEM. Виртуальное прототипирование помогло получить жесткую конструкцию и увеличить стойкость инструмента, минимизировать уровень вибрации и увеличить мощность.

Сборка и проверка шпинделя проводилась в специальном термоконстантном помещении. В конструкции шпинделя картриджного типа используются сверхточные подшипники. Конфигурация подшипников дает отличную жесткость шпиндельному узлу, как в осевом, так и в радиальном направлениях. Подшипники обработаны смазкой, которая не требует замены.

Поворачиваемая в двух направлениях револьверная головка сокращает время поворота. Конструкция револьверной головки позволяет производить индексацию инструмента без подъема; это обеспечивает хорошую повторяемость, точность позиционирования и жесткость.

| Показатель | Величина |
|---|